
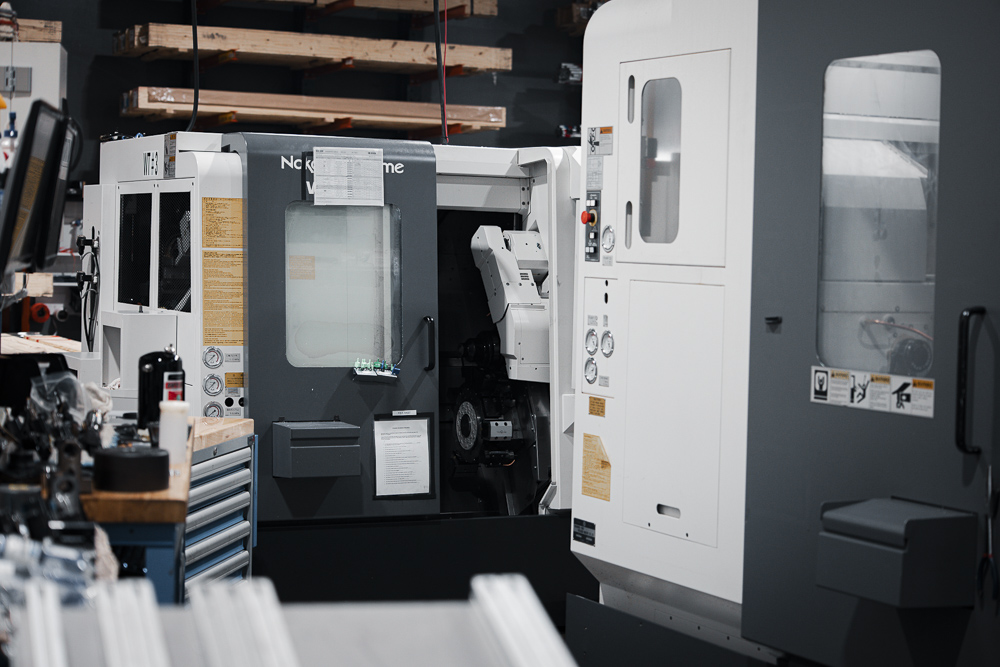
The machines
Tintic runs two 5-axis mill-turn centers from Nakamura-Tome, a boutique Japanese manufacturer that builds nothing but high-end mill-turn equipment. Both machines have automatic tool changers, which means cone bodies get cut and bored in a single setup. Geometry never stacks error from re-fixturing.
The standard
Tolerances are held to ±0.012mm, about a fifth the width of a human hair. Not because each part rides better that way, but because every part rides the same as every other. Consistency is the value.
The process
- Raw material in: 17-4PH stainless and 7075 aerospace aluminum, sourced from domestic suppliers.
- Mill-turn: cone, piston, and tap cut to spec on the Nakamuras.
- Anodize: subcontracted to a Utah anodizing shop with suspension-grade experience.
- Assembly: every kit hand-assembled, inspected, and packed in the shop. Nothing outsourced.
- Ship: out the door within 48 hours of order placement.

The dyno
Cone geometries are validated on a LABA 7 shock dyno before any new design goes into production. The same equipment damper manufacturers and pro race teams use. Then they're ridden in the dirt. If they don't work in both places, they don't ship.
Visiting the shop
We host occasional shop visits for serious riders, tuners, and dealers. If you'd like to schedule a visit, reach out via the dealers page.